
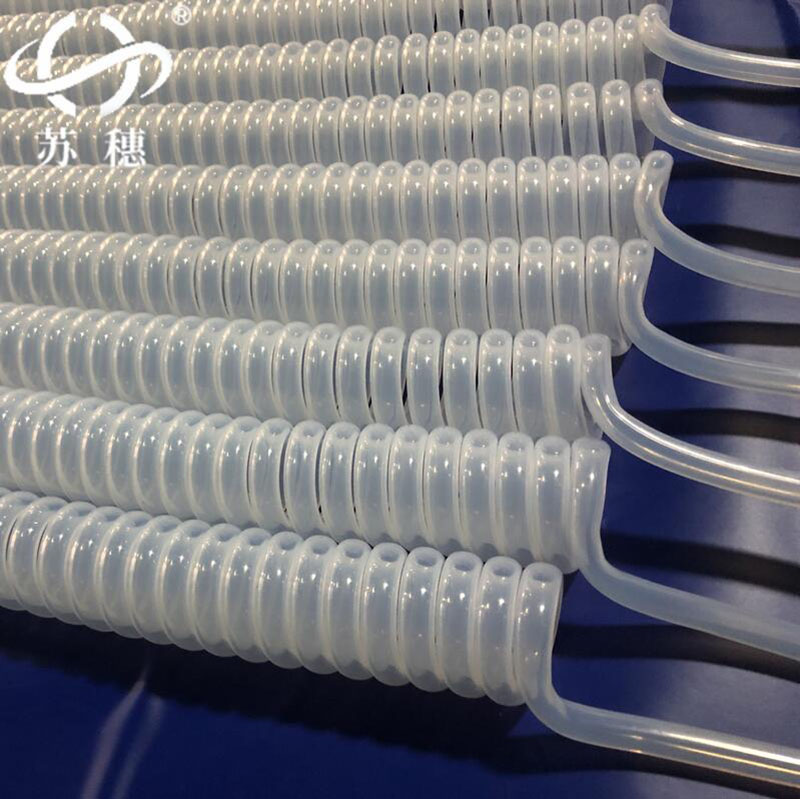
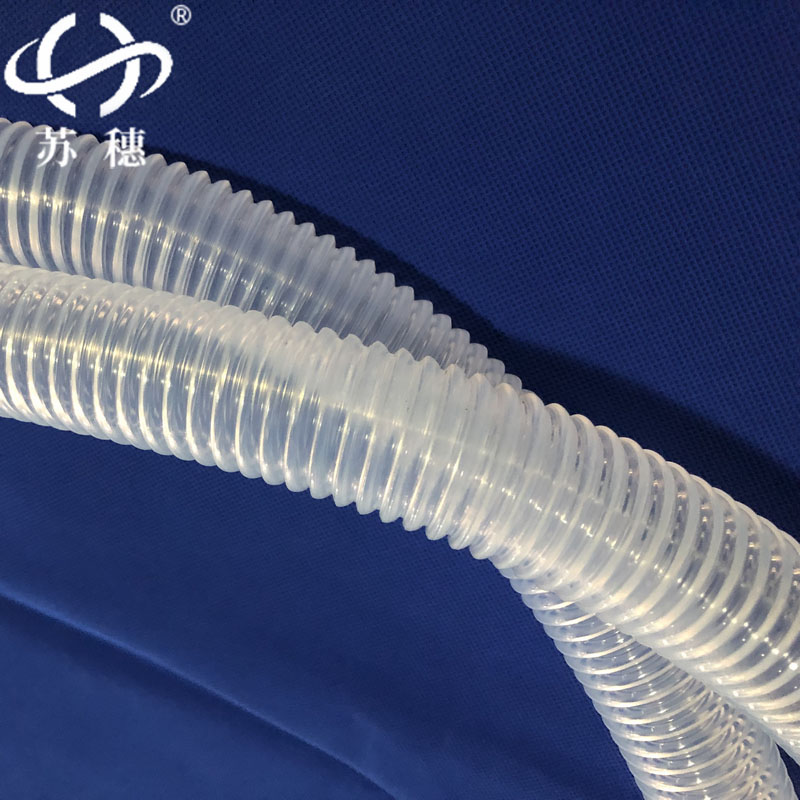




FEP热缩套管因其耐高低温、耐腐蚀及优异的绝缘性能,被广泛应用于航空航天、电子和设备等精密领域。然而,其性能的充分发挥高度依赖于规范化的操作流程。不正确的使用不仅无法提供预期保护,甚至可能损害被包裹元件。规范使用始于尺寸选择。套管的内径应在收缩前略大于被包物大直径,确保顺利套入;收缩后的内径则需紧贴被包物,提供均匀压力。收缩率是选择的关键参数,通常FEP套管的收缩率约为50%,需据此计算初始尺寸。选型失误会导致收缩后松动或无法安装。预处理环节至关重要。套入前,清洁被包物表面,除油污和碎屑,确保FEP与基体紧密贴合。对于锋利边缘,建议先用胶带包裹,防止套管刺穿。套管的长度应比被保护区域稍长,为收缩过程中的纵向缩短预留空间。加热收缩是核心步骤,须采用可控热源,如热风、烘箱,严禁使用明火直接烘烤。FEP的收缩起始温度约为175℃,收缩通常需要200-320℃。操作时应从套管中部向两端,或从一端向另一端均匀、缓慢加热,避免局部过热产生气泡、烧焦或收缩不均。持续旋转被包物有助于受热均匀。加热至套管紧贴被包物,表面光滑平整即可。冷却过程不可忽视。应让套管在空气中自然冷却至室温,避免骤冷导致应力集中或形变。收缩完成后,需检查套管外观是否光滑无瑕疵,两端是否密封完整,可用FEP胶密封端部。
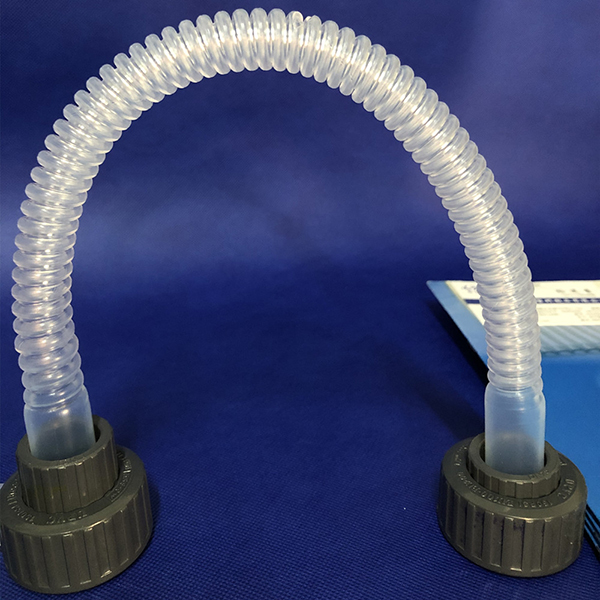
遵循这套规范流程,不仅能确保FEP热缩套管形成可靠的气密、防腐蚀绝缘保护层,更能延长其使用寿命,为设备在严苛环境下的稳定运行保驾护航。精密材料的价值,体现在一丝不苟的应用细节之中。

您好,欢迎光临无锡市苏穗氟塑料制品有限公司!
![]()
![]()


