




PFA热缩套管在制造过程中通常不需要专门打磨,但在特定环节或应用场景下可能涉及表面处理。
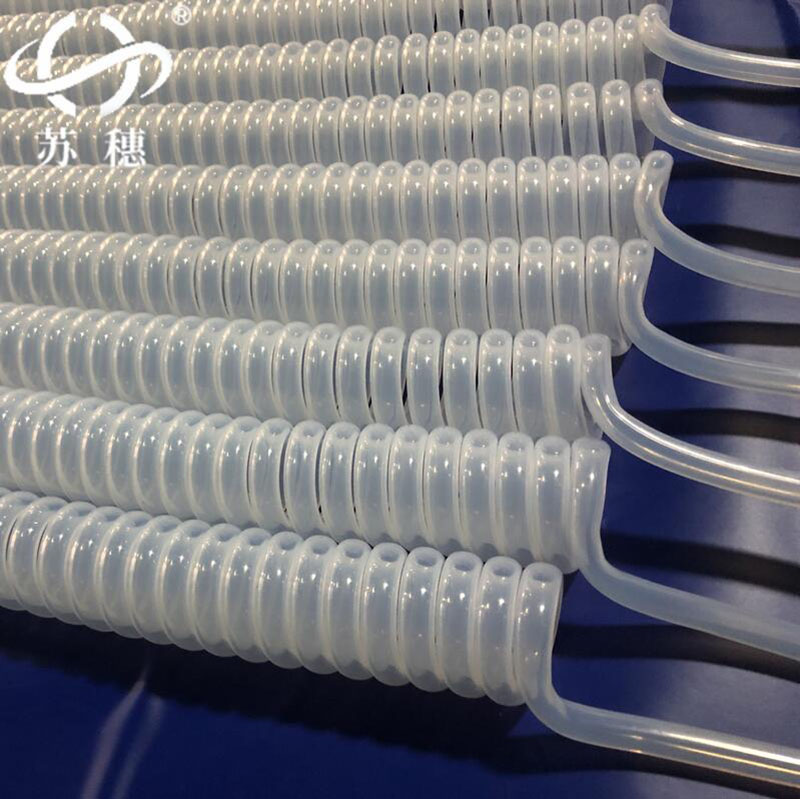
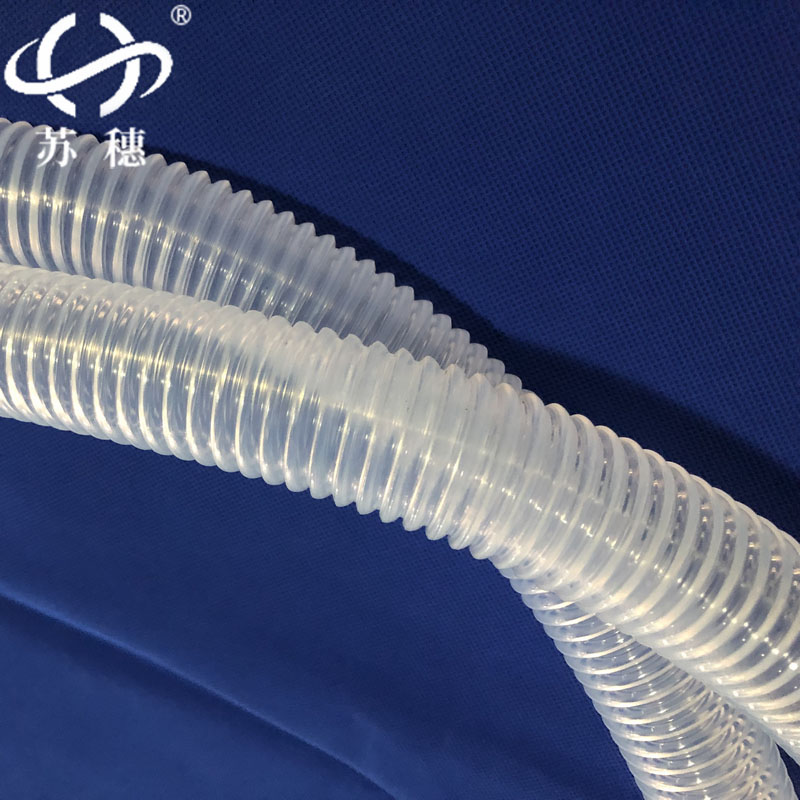
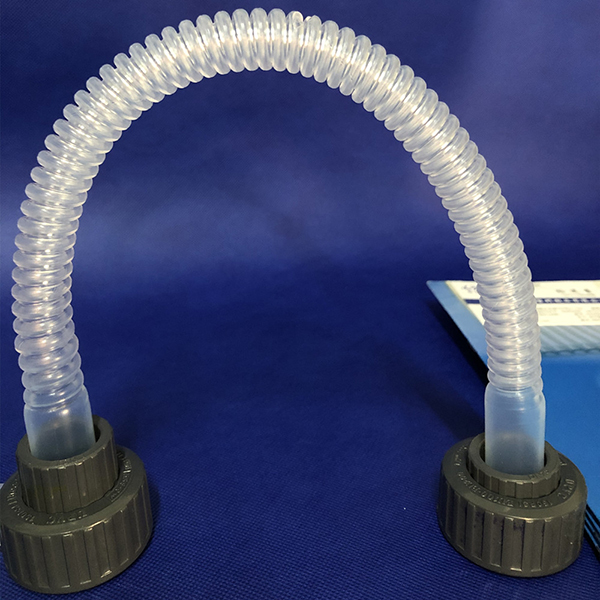
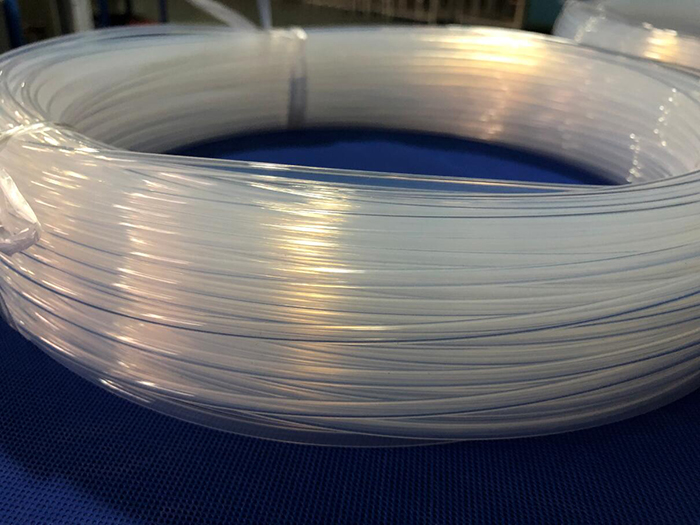
PFA热缩管的制造以挤出成型为主,原料通过低温低速挤出,控制拉伸比和熔融锥体长度以确保壁厚均匀性,随后快速冷却定型。部分PFA热缩管需通过辐照交联提升性能,再经扩张工艺形成热收缩特性。需匹配收缩率,通常采用渐进式扩张以减少内应力。挤出和扩张后的管材表面应光滑均匀,无需额外打磨。若原料含杂质或挤出后表面存在微小瑕疵,可能需轻度抛光,非传统打磨,但PFA的高纯度特性通常可避免此需求。焊接接头制造时,需切割端面并保证平整度,但这是针对焊接工艺而非热缩管本身。在套入被保护物体前,若物体表面有毛剌或尖锐棱角,需用砂纸打磨以避免划伤热缩套管。这是用户施工时的步骤,非制造环节。出厂检测要求PFA热缩管的表面质量通过挤出工艺直接保障,需满足光洁度、无气泡或裂纹等标准,无需额外打磨。产品还需符合生物相容性测试,但打磨可能弓|入污染风险,故避免使用。对比其他热缩管工艺普通PVC或PE热缩管可能因材料特性需表面处理,但PFA因氟塑料的惰性和高光滑性,制造中极少需要打磨。
PFA热缩套管的核心工艺不包含打磨步骤,表面质量依赖原料纯度和工艺参数控制。仅在安装时需对被保护物体进行打磨,属于使用环节的注意事项。若涉及焊接或维护,可能需局部平整处理,但非常规制造流程。如需进一步优化PFA热缩管性能, 建议从原料分子量分布、挤出温度 及辐照剂量等工艺参数入手,而非表面打磨。
您好,欢迎光临无锡市苏穗氟塑料制品有限公司!
![]()
![]()


